Automatische Hete Onderdompeling die Materiaal voor Pijpen/Buizen galvaniseren
Inleiding:
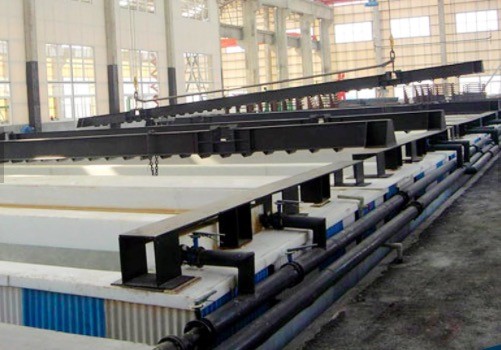
Hete onderdompeling het galvaniseren is een efficiënte methode die het metaal van corrosie te houden, de producten wijd op de faciliteit van de staalstructuur in de verschillende industrieën worden gebruikt. Zet de roest verwijderde staaldelen in 450℃ smeltingszink de vloeibare ketel, het zink maakt op de oppervlakte van het staaldeel aanhangen om anticorrosief metaal te realiseren.
Het Wanxinbedrijf kan Staalpijp Automatisch Galvaniserend Materiaal en Algemeen Hangend Galvaniserend Materiaal en de „Kant en klare“ techniekdienst aanbieden. Het volledige automatische galvaniserende materiaal van de staalpijp kan de buitendiameter van de staalpijp van 1/2 duim aan 8 duim galvaniseren, kan het hangende galvaniserende materiaal van het sectiestaal staalproducten zoals lichte pool, kabeldienblad, wegvangrail, hoekstaal, h-straal, kanaalstaal galvaniseren, kan de materiaalgrootte worden aangepast.
Nu Wanxin-kan het bedrijf ceramische zinkketel en het verwarmen verbindend systeem ontwikkelen, die reepjes zoals bouten en noten, onder 530℃ kunnen verwerken, door elektriciteit als het verwarmen van middel te gebruiken.
De zinkketel omvat algemene staalketel en de ceramische ketel, verbrandingssysteem omvat auto-handboek het gecombineerde systeem van de gascontrole, en het internationale geavanceerde speciale het verwarmen verwarmingssysteem van de stavenelektriciteit.
- Hoofd Technische specificatie
- Toepasselijke pijpgrootte
- Nominaal droeg: Min. 1/2“ – Max. 6“
- Muurdikte: Min. 1.5mm – Max. 4,5 mm
- Pijplengte: 56m (1/2“, 3/4“) 46m (1“ - 6“)
| Nominale Grootte |
Gewicht van Pijp |
Productiecapaciteit |
| In |
kg/m |
Kg/6.0m |
PCs. /hr.approx. |
kg/hr.approx. |
| 1/2 ″ |
1.22 |
7.32 |
1776 |
13000 |
| 3/4 ″ |
1.58 |
9.48 |
1688 |
16000 |
| 1 ″ |
2.44 |
4.64 |
1092 |
16000 |
| 1-1/4 ″ |
3.14 |
18.84 |
850 |
16000 |
| 1-1/2 ″ |
3.61 |
21.65 |
522 |
16000 |
| 2 ″ |
5.1 |
30.6 |
260 |
16000 |
| 3 ″ |
6.51 |
39.06 |
410 |
16000 |
| 4 ″ |
12.1 |
72.6 |
220 |
16000 |
| 5“ |
15.03 |
90.2 |
178 |
16000 |
| 6“ |
17.82 |
106.9 |
150 |
16000 |
Nota:
(1) de Capaciteit is beperkt binnen 16000 kg/hr die bij het verwarmen van capaciteit van de ketel gebaseerd is.
(2) de buislengte is 6m.
(3) de bovengenoemde cijfers zijn gebaseerd op 100%-het werk efficiency.
Sommige soorten squire en rechthoekige pijpen kunnen door deze lijn worden behandeld. Maar de lijn zou binnen 2 pijpen moeten worden beperkt, zou de verhouding van lange en korte kant binnen 1,5 moeten worden beperkt en min. droeg afmeting van pijp moet groter zijn dan 25mm.
vierkante pijp 20*20mm; 25*25mm; 30*30mm; 40*40mm, 50*50mm; 60*60mm; 75*75mm; 80*80mm; 90*90mm; 100*100mm; 120*120mm; 127*127mm
rechthoekige pijp
13*26mm; 20*40mm; 25*50mm; 30*60mm; 40*80mm; 50*100mm; 60*120mm; 70*140mm; 80*160mm; 50.8*101.6mm
Droog type galvaniserend systeem;
De pijp OD onder 1-1/2“ (met inbegrip van 1-1/2“) wordt verwerkt met viervoudige lijnmanier;
Pijp OD 2“ - 4“ (met inbegrip van 4“) worden verwerkt met dubbele lijnmanier.
De pijp OD 5“ en 6 wordt“ verwerkt met enige lijnmanier.
- Het afvegen van bovenmatig zink
Buiten pijp: Door de Samengeperste Lucht met het buiten blazen
Binnen van pijp: Pijp OD 1/2“ en 3/4“ door Oververhitte Stoom binnen blazende pijp.
Voor pijp wordt OD boven 1“ (met inbegrip van 1“) lansierstop binnen het blazen techniek goedgekeurd voor het verbeteren van de binnendeklaagkwaliteit, de consumptie van de besparingsstoom en het verminderen van de generatie van zinkpoeder.
- Voor gas en waterdienst
- Voor algemeen structuurdoel
B.S 1387 Licht en Middelgroot Reeks, DIN 2441 enz.
Het metrische systeem van meting zal worden toegepast.
Voeding: Door Stadslevering
Primaire Bron: 380V±5%, 50HZ, 3 faseren, controleren Kringsbron: 220V, 50HZ, Enige fase, 24V D, C,
De transformator voor controlekring en solenoïderol zal door de verkoper worden voorbereid.
Algemene Capaciteit: abt. 260KW (Gehele installatie; met inbegrip van hulpmateriaal)
Druk: 0.6Mpa (min. 0.5Mpa op het nutspunt)
Consumptie: 30Nm3/h
Consumptie: bij volledige capaciteit: ong. 1.900.000 Kcal/hr
Aardgas 230Nm3/hr (verbrandingswaarde van aardgas: 8500Kcal/litre)
Bij nutteloze verrichting: ong. 200.000 Kcal/hr
Aardgas: 24nm3/hr
De druk van gas vóór branders: max. 0.4Mpa
- Stoom (oververhitte of droge stoom)
Druk: 1.25Mpa (Min. 1.0Mpa op nutspunt)
Temperatuur: 275°C
- Zinkdeklaag: ong. 500 g/m2. Door het onderdompelen tijd te verkorten kan de zinkdeklaag rond 300 g/m2 worden verminderd
- Omgevingstemperatuur: Niet minder dan 10°C
- Productieproces:
De staalpijpen zijn zure ingelegde, dubbele stroomdeklaag en opeenvolgend droog. En dan worden de droge pijpen ondergedompeld in zinkbad door sterwiel onder te dompelen.
De grafiek van de productiestroom van zwarte staalpijp aan gegalvaniseerde pijp is als volgt: (Zwarte staalpijp)
- Productiecapaciteit (Voorbeeld)
De volgende lijst toont voorbeelden van de productietarieven voor elke grootte van B.S. Medium-pijpen, in de gunstige omstandigheden.
(4) het onderdompelen de tijd is een zeer grote factor van het productietarief wanneer de zware deklaag wordt vereist. Het onderdompelen de tijd om noodzakelijk deklaaggewicht te krijgen varieert hoofdzakelijk al naar gelang de chemische samenstelling van de pijpen wanneer de exploitatievoorwaarden hetzelfde zijn. Het productietarief die pijpen die langere het onderdompelen tijd vergen zal lager worden.
(5) de eerlijkheid zal het buigen van pijpen zoveel mogelijk klein zijn. De pijpen met het grote buigen kunnen niet regelmatig in deze installatie worden verwerkt.
Men adviseert dat het buigen van pijpen minder dan 5mm/6m zou moeten zijn.
- Werkingsgebied van levering
- Voorbehandelingsmateriaal (partij schoonmakend systeem)
Een bundel van pijpen die gewoonlijk ongeveer 3 ton wegen wordt opeenvolgend schoongemaakt
in de zure inleggende, 1st smeltende en 2de smeltende tanks door luchtreiskraan te gebruiken.
Geen water het spoelen technologie wordt goedgekeurd voor het bewaren van waterverbruik en het verlichten van de milieuverontreiniging.
Na het inleggen van de pijpen worden ondergedompeld in 1st smeltende (vuile) tank en in 2de smeltende (schone) tank dan ondergedompeld. De smeltende oplossing van 1st en 2de smeltende tank is het verbonden samen worden een doorgevend behandelingssysteem. Het stroomtarief om systeem door te geven is 3 m3/h.The FeCl2 inhoud in 1st smeltende tank rond 10g per draagstoel zullen worden gecontroleerd en FeCl2 inhoud van oplossing na het regenereren van behandeling zal onder 0.5g per draagstoel worden gecontroleerd. Deze schone oplossing zal in 2de smeltende (schone) worden gepompt tank en FeCl2 inhoud in 2de smeltende tank zal met 1g per draagstoel worden gecontroleerd. De oplossing zal onophoudelijk in 1st smeltende (vuile) worden gepompt tank en zal dan gepompt worden aan regeneratiepost. Zodat na tweede smelten van oplossing het plakken aan de oppervlakte van de pijp zeer schoon zal zijn. De zinkresidu's die in ketel en zinkconsumptie produceren zullen worden verminderd.
Het heeft gebruikt het ontvetten geen procedure in dit systeem door de lijn van ERW van geen olieleiding te gebruiken geadviseerd. Andere wijs u moet maatregel goedkeuren om afval het ontvetten oplossing te behandelen en het spoelen van water.
Het voorbehandelingsmateriaal bestaat uit volgende punten
- Zes reeksen van het zure inleggen tank (Tekeningslevering)
Afmetingen: 8000 (L) ×1600 (D) ×1500 (W) MM
Materiaal: Glasvezel met vloeistaalstructuur.
- Twee reeks van LUF Tank (Tekeningslevering)
- De lage goederenwagon voor het dragen van pijpen bundelt in/het uit ingesloten gebied van de ruimte omringende voorbehandeling. 2 reeksen
- Het ingesloten gebied van de ruimte omringende voorbehandeling. 30mX12mX7m
- Drogende oven
Na wordt gesmolten, worden de pijpen vervoerd en droog in de drogende oven die door uitlaatgas van de galvaniserende oven wordt verwarmd. Het bestaat uit de volgende punten:
- Één reeks van de het voeden lijst.
Materiaal: staalstructuur
- Één reeks van het overbrengen van kettingsapparaat
- Drie die kettingen overbrengen
(2) één reeks van aandrijvingseenheid met motor met drijfwerk 4KW, die stap voor stap loopt.
(1) oven (met de stralingsplaten van de gietijzerhitte) Afmetingen: 8500 (L) ×9124 (W) mm
(2) één reeks van het hitte-ruilmiddel van de staalpijp voor hete lucht die droog systeem blazen.
(3) één reeks van roestvrij staalwarmtewisselaar voor hete samengeperste die lucht door binnen te blazen wordt gebruikt.
(4) één reeks die van haard plaat behandelen (staalstructuur met hitte-isolatie materiaal)
(5) één reeks van hete lucht doorgevend en blazend systeem
Hete lucht het doorgeven ventilatorcapaciteit: 6660 NM3/hr
Temperatuur: abt. 150°C
Nota: de concrete stichting, de rode bakstenen en de beroepsbevolking zijn van buyerlevering. 1 ingenieur en 3 vaardigheidsarbeiders zullen voor ovenbouw aan plaats werken.
De vooraf behandelde en droge pijpen rollen neer van het drogen van oven twee door twee (of vier) en krijgen in de zakruimte van het onderdompelende sterwiel.
Aangezien het onderdompelende sterwiel stap voor stap roteert, zijn de pijpen ondergedompeld in het zinkbad (de temperatuur van het zinkbad zal 445°C- 455°C zijn) en roteren definitief in de afzetpositie. Dan worden de pijpen geschopt weg door een pneumatisch apparaat en vallen neer op de ontvangende rekken die in de ketel geïnstalleerd zijn. Dan activeert de pijp opheffende haak en een persplaat opgezet op haak drukt tegelijkertijd neer. Met deze functie vier die pijpen zijn ordelijk op het ontvangen van rand van haak en het vermijden van pijpen worden zullen de verdeeld samen in dienst te nemen. Dan zal de pijp door de opheffende haken worden opgeheven en behoorlijk zal gaan door de scheidende plaat en zal vastgemaakt worden aan groeven van de magnetische rollen, die boven het zinkbad worden geplaatst.
Aangezien de magnetische rollen door een motor van de frequentieomzetting worden gedreven, wordt de pijp teruggetrokken omhoog door rollen van de ketel. Op de manier van de het terugtrekken zich eenheid, wordt het bovenmatige zink van buiten de pijp afgeveegd weg door het buiten-blaast apparaat met met samengeperste lucht, voor het krijgen van beter het afvegen effect, wordt de verschillende grootte van blazende pijpen gebruikt om verschillende grootte van pijpen aan te passen en de druk van blazende kompreslucht kan door een druk worden aangepast aanpast klep.
Wanneer de pijp de bovenkant van de het terugtrekken zich rollen bereikt wordt het verplaatst naar de binnen-blaast post door stap-gang straal. Het bovenmatige zink van de binnenkant van de pijp wordt afgeveegd weg door Explosion-blowing met oververhitte stoom (1/2“ en 3/4“) of lange lansierstop met hete samengeperste lucht. De lange lansierstop binnen het blazen methode is beter dan pijpmethode die kan stoomconsumptie bewaren, die kwaliteit van het binnen blazen verbeteren en het produceren van hoeveelheid van zinkpoeder verminderen. Maar voor kleine pijpen (1//2 of 3/4“) als de pijp binnen zonder het deburring behandeling droeg te krijgen of lasdienst niet goed wordt gecontroleerd. Het lange lansstop binnen blazen zal zeer moeilijk worden. En de klant kan keus volgens uw voorwaarde.
Na het binnen blazen, wordt de pijp overgebracht naar een wiegstraal en in de dovende tank dan overgebracht.
Het systeem bestaat uit volgende punten:
(1) galvaniserende oven
(2) hulpapparaten om oven te galvaniseren.
Nota: De concrete stichting, de rode bakstenen en de beroepsbevolking zijn van de levering van de koper, zullen 1 ingenieur en 3 vaardigheidsarbeiders voor ovenbouw aan plaats werken.
Afmeting: 1800(W)×2910 (D) ×8000 (L) ×60(T) mm (binnenkant efficiënte dimens.)
Gewicht: 37 ton.
Lichaamsmateriaal: het lage staal van het koolstof lage silicium (Chinees speciaal staal voor het galvaniseren).
Bovenste gedeelte met gelast vlak staalkader. Ronde hoeken
Ultrasoon getest, vrij van opneming, onzuiverheden, gietgal enz.
- Automatisch verbrandingssysteem
(1) 6 Impulsbranders en Hulpapparaten voor automatische verbranding
(2) twee reeksen Hete ventilators van de Vlamrecyclage
Capaciteit: 27648 NM3/hr
Motor: 7.5KW
Druk: 96 mm (H20),20°C
Het werk temperatuur: 500~800°C
(het materiaal voor propeller is hallo-temperatuurlegering)
Als de temperatuur van vlam lager is dan 500°C moeten de ventilators in met lage snelheid werken om motor te vermijden van over lading.
(3) twee reeksen van het kader van de installatiebasis voor het bevestigen van branders en recyclageventilator.
Materiaal: Staalstructuur
(4) de ventilator van de verbrandingslucht
Capaciteit: 4500 NM3/hour
Motor: 18.5 KW/2p
Druk: 9000 mm (H20),20°C
(5) automatisch het aansteken en flameout controlesysteem.
(6) twee die thermokoppels in ketel voor de controle van temperatuur van zinksmelting worden geïnstalleerd in de ketel en twee anderen geïnstalleerd in de oven voor de controle van de temperatuur van vlam in de ovenhaard.
Materiaal: Vloeistaal, Insluitende zak: Gevoelde Tetronnaald
drukverschil controle.
- Zuigingsventilator
- Capaciteit: 43000 NM3, Druk: 200MM(H2O), N=27KW
- Buissysteem
- Hulpmateriaal
- Twee reeksen van zinkpomp
- Motor: 5,5 kW
- Één reeks van de greepemmer van zinkresidu's
- Extractiesysteem voor Afvaldamp van het Galvaniseren van Oven
(1) buis: Materiaal: Staalstructuur
(2) schoorsteenmateriaal: Staalstructuur
(3) ventilator
Capaciteit: 3160 NM3/hr
Druk: 106 mm (H2O)
Motor: 2,2 kW
De galvaniserende installatie zal worden gebouwd om automatische controle te maken. Het systeem bestaat uit volgend:
- 3 reeksen van voedingpaneel.
- Één reeks van hoofdp.l.c-controlebord
- Één reeks van hoofdcontrolebureau
- Één reeks van controlebox voor sectie na de behandeling
(1) Stoomketel 1 Se
Capaciteit: 3 ton/uur
Druk: 1.25Mpa
Temperatuur 275oC
(2) luchtcompressor 4 reeksen
Q=13.3Nm3/min
P=0.8Mpa
N=75Kw
- Opmerkingen voor het technische voorstel
- Alle elektrocomponenten en motoren zijn het merk van Schneider;


 Uw bericht moet tussen de 20-3.000 tekens bevatten!
Uw bericht moet tussen de 20-3.000 tekens bevatten!